Carbide Roughing Endmill, E450 HR (fine), R20 UNI, DIN6527L
Price range: £47.09 through £165.97
Carbide Roughing Endmill, E450 HR (fine), R20 UNI, DIN6527L
Price range: £47.09 through £165.97
Carbide Roughing Endmill, E450 HR (fine), R20 UNI, DIN6527L
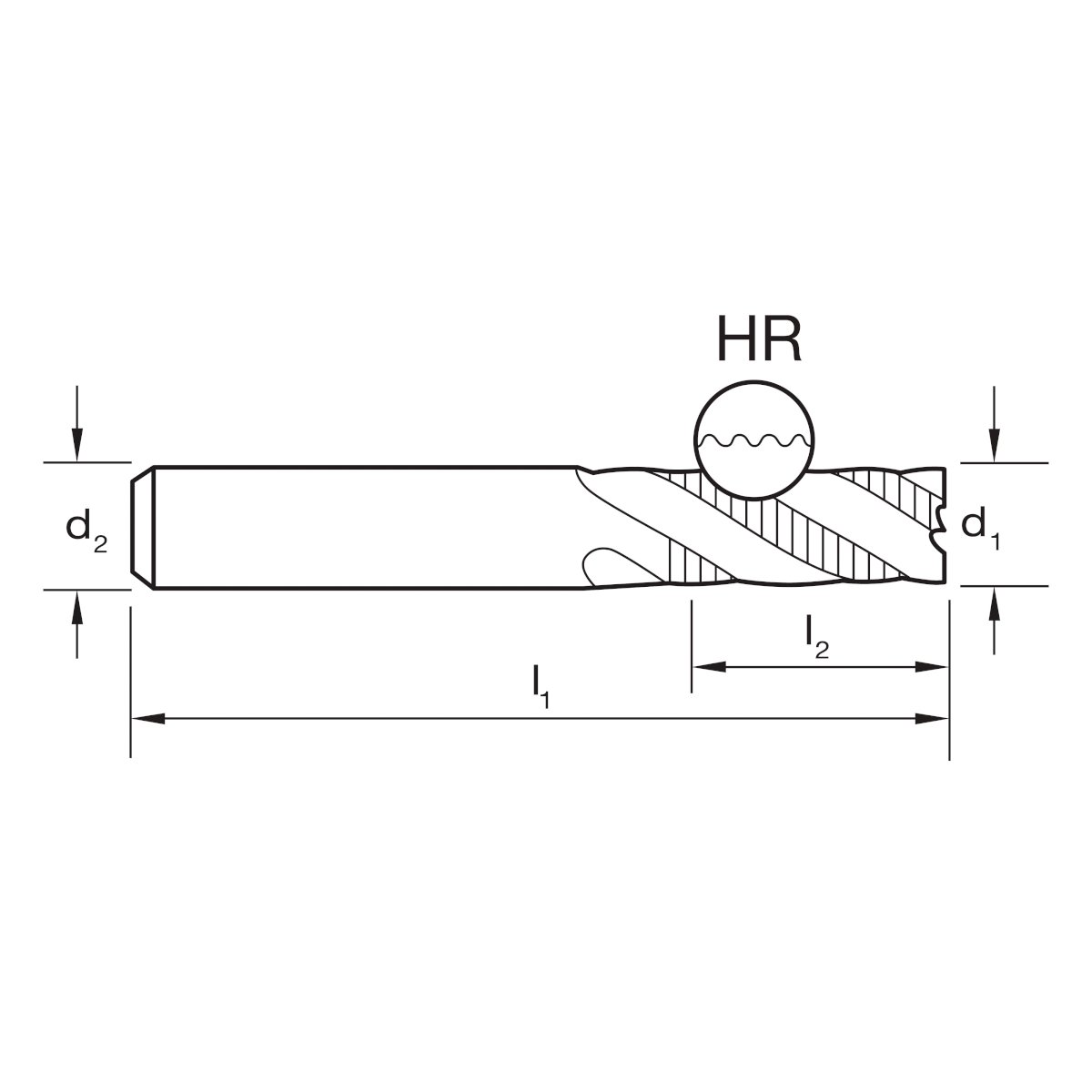
| pitem | diameterd1mm | diameterd1inch | lengthl1mm | lengthl2mm | diameterd2mm | z | RRP (inc GST) |
Image | Info |
|---|---|---|---|---|---|---|---|---|---|
| E4500600 | 6.00 | NA | 57 | 13 | 6 | 3 | £47 |
|
|
| E4500800 | 8.00 | NA | 63 | 19 | 8 | 3 | £54 |
|
|
| E4501000 | 10.00 | NA | 72 | 22 | 10 | 4 | £59 |
|
|
| E4501200 | 12.00 | NA | 83 | 26 | 12 | 4 | £70 |
|
|
| E4501600 | 16.00 | NA | 92 | 32 | 16 | 4 | £111 |
|
|
| E4502000 | 20.00 | NA | 104 | 38 | 20 | 4 | £166 |
|
| ISO | VDI | Description | Condition | Hardness | Strength | Optimal |
|---|---|---|---|---|---|---|
| P | 1 | Steel - Non-alloy, cast & free cutting (~ 0.15 %C) | Annealed | 125 | 440 | |
| P | 2 | Steel - Non-alloy, cast & free cutting (~ 0.45 %C) | Annealed | 190 | 640 | |
| P | 3 | Steel - Non-alloy, cast & free cutting (~ 0.45 %C) | Quenched & Tempered | 250 | 840 | |
| P | 4 | Steel - Non-alloy, cast & free cutting (~ 0.75 %C) | Annealed | 270 | 910 | |
| P | 5 | Steel - Non-alloy, cast & free cutting (~ 0.75 %C) | Quenched & Tempered | 300 | 1010 | |
| P | 6 | Steel - Low alloy & cast < 5% of alloying elements | Annealed | 180 | 610 | |
| P | 7 | Steel - Low alloy & cast < 5% of alloying elements | Quenched & Tempered | 275 | 930 | |
| P | 8 | Steel - Low alloy & cast < 5% of alloying elements | Quenched & Tempered | 300 | 1010 | |
| P | 10 | Steel - High alloy, cast & tool | Annealed | 200 | 680 | |
| K | 15 | Cast Iron, Grey (GG) - Ferritic / Pearlitic | 180 | 610 | ||
| K | 16 | Cast Iron, Grey (GG) - Pearlitic | 260 | 880 | ||
| K | 17 | Cast Iron, Nodular (GGG) - Ferritic | 160 | 570 | ||
| K | 18 | Cast Iron, Nodular (GGG) - Pearlitic | 250 | 840 | ||
| K | 19 | Cast Iron, Malleable - Ferritic | 130 | 460 | ||
| K | 20 | Cast Iron, Malleable - Pearlitic | 230 | 780 | ||
| S | 31 | High temperature alloys - Fe based | Annealed | 200 | 680 | |
| S | 32 | High temperature alloys - Fe based | Age Hardened | 280 | 950 | |
| S | 33 | High temperature alloys - Ni / Co based | Annealed | 250 | 840 | |
| S | 34 | High temperature alloys - Ni / Co based | Age Hardened | 350 | 1180 | |
| S | 35 | High temperature alloys - Ni / Co based | Cast | 320 | 1080 | |
| S | 36 | Titanium & Titanium alloys - CP Titanium | 400 | |||
| S | 37.1 | Titanium & Titanium alloys - Alpha alloys | 860 | |||
| S | 37.2 | Titanium & Titanium alloys - Alpha / Beta alloys | Annealed | 960 | ||
| S | 37.3 | Titanium & Titanium alloys - Alpha / Beta alloys | Age Hardened | 1170 | ||
| S | 37.4 | Titanium & Titanium alloys - Beta alloys | Annealed | 830 | ||
| S | 37.5 | Titanium & Titanium alloys - Beta alloys | Age Hardened | 1400 | ||
| H | 40 | Cast Iron - Chilled | Cast | 400 | 1350 |
