DIN TAP T383 SynchroForming, Metric, M/MF, TiN
£82.63 – £239.24
DIN TAP T383 SynchroForming, Metric, M/MF, TiN
£82.63 – £239.24
DIN TAP T383 SynchroForming, Metric, M/MF, TiN

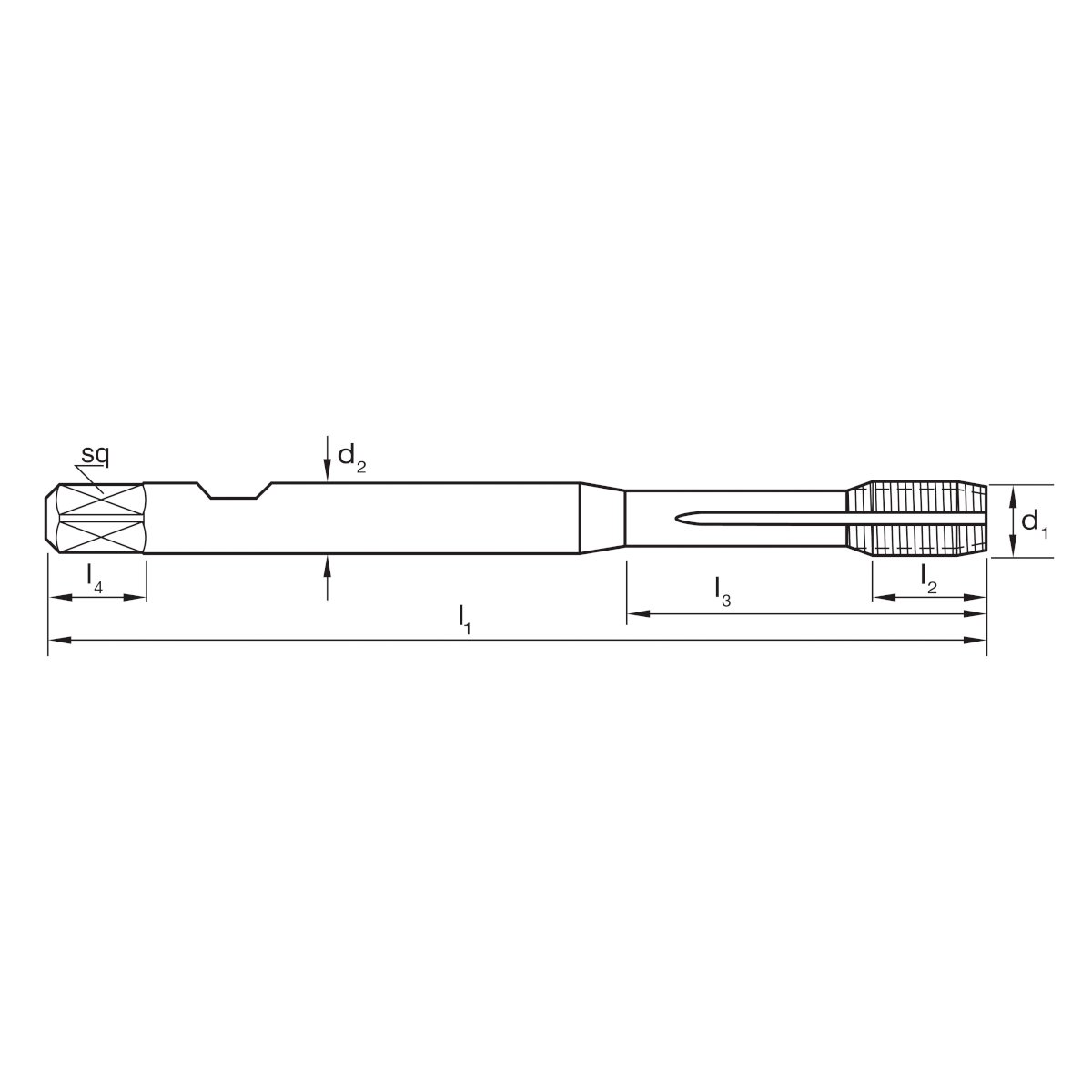
| pitem | d1 | limit | lengthl1mm | lengthl2mm | diameterd2mm | sq | lengthl4mm | Pitch | RRP (inc GST) |
Image | Info |
|---|---|---|---|---|---|---|---|---|---|---|---|
| T3830500 | M5 | 6HX | 70 | 8 | 6 | 4.9 | 8 | 0.80 | £83 |
|
|
| T3830600 | M6 | 6HX | 80 | 10 | 6 | 4.9 | 8 | 1.00 | £83 |
|
|
| T3830800 | M8 | 6HX | 90 | 13 | 8 | 6.2 | 9 | 1.25 | £87 |
|
|
| T3831000 | M10 | 6HX | 100 | 15 | 10 | 8 | 11 | 1.50 | £95 |
|
|
| T3831200 | M12 | 6HX | 110 | 18 | 12 | 9 | 12 | 1.75 | £132 |
|
|
| T3831400 | M14 | 6HX | 110 | 20 | 14 | 11 | 14 | 2.00 | £152 |
|
|
| T3831600 | M16 | 6HX | 110 | 20 | 16 | 12 | 15 | 2.00 | £157 |
|
|
| T3831800 | M18 | 6HX | 125 | 25 | 16 | 12 | 15 | 2.50 | £171 |
|
|
| T3832000 | M20 | 6HX | 140 | 25 | 16 | 12 | 15 | 2.50 | £239 |
|
| ISO | VDI | Description | Condition | Hardness | Strength | Optimal |
|---|---|---|---|---|---|---|
| P | 1 | Steel - Non-alloy, cast & free cutting (~ 0.15 %C) | Annealed | 125 | 440 | |
| P | 2 | Steel - Non-alloy, cast & free cutting (~ 0.45 %C) | Annealed | 190 | 640 | |
| P | 3 | Steel - Non-alloy, cast & free cutting (~ 0.45 %C) | Quenched & Tempered | 250 | 840 | |
| P | 4 | Steel - Non-alloy, cast & free cutting (~ 0.75 %C) | Annealed | 270 | 910 | |
| P | 6 | Steel - Low alloy & cast < 5% of alloying elements | Annealed | 180 | 610 | |
| P | 7 | Steel - Low alloy & cast < 5% of alloying elements | Quenched & Tempered | 275 | 930 | |
| P | 10 | Steel - High alloy, cast & tool | Annealed | 200 | 680 | |
| M | 14.1 | Stainless Steel - Austenitic | Age Hardened | 180 | 610 | |
| M | 14.2 | Stainless Steel - Duplex | 250 | 840 | ||
| N | 21 | Aluminum & Magnesium, wrought alloy - Non Heat Treatable | 60 | 210 | ||
| N | 22 | Aluminum & Magnesium, wrought alloy - Heat Treatable | Age Hardened | 100 | 360 | |
| N | 23 | Aluminum & Magnesium, cast alloy ?12% Si - Non Heat Treatable | 75 | 270 | ||
| N | 24 | Aluminum & Magnesium, cast alloy ?12% Si - Heat Treatable | Age Hardened | 90 | 320 | |
| N | 28 | Copper & Copper alloys (Brass/Bronze) - Bronze (CuSn) | 100 | 360 |